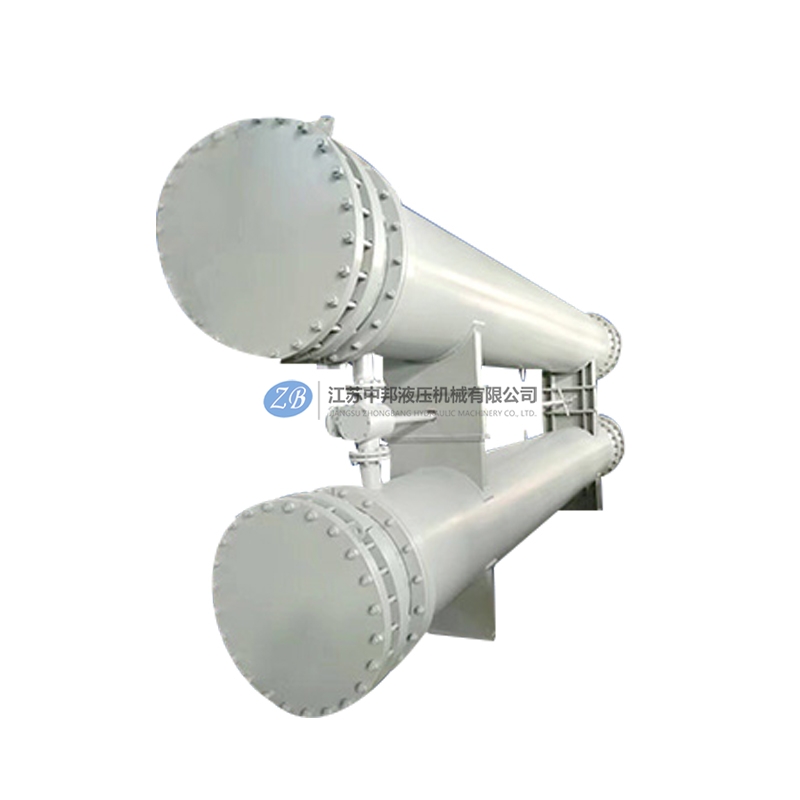
换热设备研发生产商
有效节能、性能稳定、安全环保

服务咨询热线
136-4158-8168
0523-88580718
换热设备研发生产商
有效节能、性能稳定、安全环保
服务咨询热线
136-4158-8168
0523-88580718

电 话:13641588168
固话:0523-88580718
gd55光大彩票传 真:0523-88580718
gd55光大彩票邮 箱:283967749@qq.com
gd55光大彩票网 址:ltiti.com
地 址:泰州市姜堰区娄庄工业园区
目前常用的各类列管式板式冷却器的制造生产中,存在着不少问题,而这些问题在过去一些老的化工企业和压力容器制造厂有完整的工艺和制造经验,可以得到解决.没有大的问题。但是,随着市场经济的发展,伴随着乡镇企业和私营企业的发展,特别是为适应市场需求而兴起的小型列管式板式冷却器专业生产厂家,由于缺乏技术人员和新型列管式板式冷却器生产的经验,在列管式板式冷却器生产过程中存在着不能立即反映出来的问题,所以我们提出来的几个问题,一是为了提醒新兴起的列管式板式冷却器生产厂家注意并加以解决,二是提醒使用单位在订货和使用时加以注意。
管板和管箱上存在的问题
1.对于多程列管式板式冷却器其管箱上均布有隔板。相对于管箱上的隔板,在管板上也应开设密封槽,管箱上的隔板和管板密封槽的密封面应和各自外圈密封面在同一平面上。而一些小型列管式板式冷却器生产厂家,在生产列管式板式冷却器时造成其密封槽的底平面高于外圈平面,而管箱的隔板低于外圈密封面,这样造成配合时出现隔板垫片压实不紧甚至出现密封间隙。

2.在双联冷却器的制造中,为防止腐蚀或者污染,需采用复合层的方法,既经济又能满足需要。但若在壳程侧进行管板复合,无论采取何种方法都是行不通的,也不能取得任何效果。在管箱侧进行堆焊复合层,采用管子与管板焊接结构是合理的,采用胀结结构显然是不合理的。另外,有的生产厂家在管板的壳程侧采用了复含板的方式不但对校验带来麻烦,还造成了穿管的不方使、这种作法是毫无意义的。
3.折流板的不规范
按GB151-89的规定,折流板的孔径及其允许偏差,都有严格的规定和标准,但有的生产厂家在下料时错误操作,即采取气割方式切割列管式板式冷却器折流板的外圈又不进行规则圆整,造成了孔的间隙严重超差,尤其波坟管被用到折流板的方式,其孔径应以波峰为基准,而在组装时,其对应位置不定,间隙也就无法与标准相对应,更淡不上达到标准的要求。
4.管子的截取
在正常的施工中,采用锯床或砂轮切割机截取的管子。双联冷却器都可以满足GB151-89标准规定的伸出管板两端3+2mm的规定。有的企业虽然采取了土述方法进行管子的截取。但操作中误差太大,更有甚者,操作中用切割下料,组装后再用电动砂轮机进行磨削,严重地浪费材料和加工工时;也有的没有清除切割时留下的毛边,影响了胀管质量的稳定性,同时,也影响了列管式板式冷却器的换热效果。