换热设备研发生产商
有效节能、性能稳定、安全环保

服务咨询热线
136-4158-8168
0523-88580718
换热设备研发生产商
有效节能、性能稳定、安全环保
服务咨询热线
136-4158-8168
0523-88580718

电 话:13641588168
固话:0523-88580718
传 真:0523-88580718
邮 箱:283967749@qq.com
网 址:ltiti.com
地 址:泰州市姜堰区娄庄工业园区
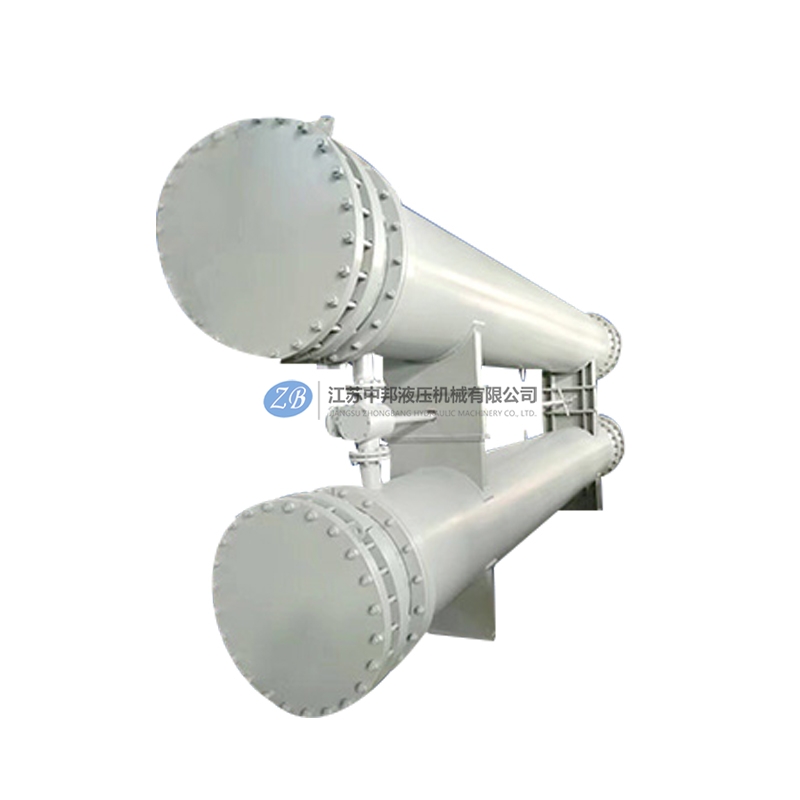
板式冷却器工作环境为:管程工作压力5.0MPa,工作温度450/250°C,工作介质一二三甲胺;壳程工作压力5.0MPa工作温度200/380°C,工作介质甲醇和液氨。
污垢主要成分为Fe4该种污垢较坚硬,在无机酸液中较难溶解,需添加渗透剂和提高清洗温度。
对往年污垢检查发现,垢厚度达2mm以上,并多处管间有污垢堆积。经进行各种方法溶垢试验,如彻底清洗堆积污垢,清洗时间应在10h以上;而溶解2mm左右垢,温度65C犬态下,需4~6h.当然如果将温度再提高5~10C清洗效果会好得多,但试片腐蚀速度很难控制。在选用的几个清洗液配方中,缓蚀剂最难选择。本清洗液所选缓蚀剂其缓蚀率也只能达85%左右,试片实验室腐蚀速度在15gAm2.h)以下,但对试验管(从设备取下带垢小段列管)进行溶垢和腐蚀试验看,试验管表面状况良好,无点腐和过腐蚀。
清洗时间控制不能太长。由于清洗液中含有较高浓度的三价铁离子,长时间清洗会引起点蚀,试验中也发现了静泡20h以上的试片均有不同程度的点蚀。但在不加缓蚀剂时无论清洗时间长短,都表现为均匀腐蚀状态。原因可能是缓蚀剂是通过沉淀吸附来达到缓蚀目的,而清洗剂中含强渗透物质所致。

2清洗工艺整个清洗过程按照水冲洗(试压)―除油碱洗―热水冲洗―酸洗―水冲洗―除灰钝化进行。
1)酸洗w(硝酸)w(清洗剂JSQX)w(助剂)清洗加热、进药及控制由于清洗对温度控制要求较高,在清洗时对温控方式要稳妥,现提出用二次加热控制方法来实施,具体方法为,首先通过蒸汽将水加热到75C左右,再用该热水来配制清洗液,并用65~75C热水循环来控制清洗液温度65~70C.清洗以控制清洗液中的铁离子浓度变化来测定清洗效果及清洗除垢的程度。
酸洗时间控制不超过10h为宜。
3清洗工艺流程示意图清洗方式流动和浸泡相结合,控4清洗效果及探讨板式冷却器清洗除垢量大部分都达到60%以上,劳保用品,如手套、口罩、眼镜等。操作人员要严格按HSE作业指导卡执行,实行监护制度。清洗排放酸液应符合环保规定标准,结束后做到工完、料净、场地清。
4清洗效果4.1直接效果清洗后对设备打开进行了检查,达到了预期效果。被清洗的金属表面腐蚀产物全部脱落,表面光滑清洁、无锈痕,金属表面形成了均匀的钝化膜。现场测量腐蚀试片计算结果表明,清洗的金属腐蚀速率小于6g/(m2°h),符合国家标准。用锤子敲击塔盘检查浮阀的清洗效果,听声音,每一个浮阀与塔盘都完全分离了。这是人工清理根本无法解决的。
另外,通过清洗彻底清除了金属表面的腐蚀产物,同时金属表面形成了一层钝化膜这对延长设备的使用寿命有很大的好处。
4.2间接效果清洗后金属表面的状态与新塔的效果是一样的,所以该设备运行后,效果很好,丙烯收率达到了97%以上,效益分析表明,清洗后比清洗前每天可以净获3万元的利润。
5结束语采用硫酸与缓蚀剂进行化学清洗不腐蚀设备本体,对铁的氧化物具有较高的溶解能力。
化学清洗与人工清理相比质量好、效率高,减轻了工人的劳动强度。
但是在板式冷却器酸洗过程中应严格控制酸洗温度不能超过60°C,因超过该温度时酸开始挥发,污染环境,并会引起酸液浓度下降,使缓蚀剂效果变差。